
Båndtransportørrullerer ruller, der anvendes med jævne mellemrum til at understøtte transportbåndets aktive side og returside. Præcis fremstillet, omhyggeligt installeret og velfungerendevedligeholdte rullerer afgørende for en jævn og effektiv drift af et båndtransportør.Producenter af GCS-rulletransportørerVi kan tilpasse ruller i en bred vifte af diametre, og vores produkter har specielle tætningskonstruktioner for at opnå 0 vedligeholdelse uden behov for gensmøring. Rullediameter, lejedesign og tætningskrav er de vigtigste faktorer, der påvirker friktionsmodstanden. Valget af den passende rullediameter og leje- og akselstørrelse er baseret på typen af service, den last, der skal transporteres, båndhastigheden og driftsforholdene. Hvis du har spørgsmål om rullebanedesignløsninger, er du velkommen til at kontakteGCS-embedsmandog vi stiller en specialiseret ingeniør til rådighed inden for rullebaner.
1. Klassificering af rullesæt.
Afhængigt af forskellen understøtter bærerullerne transportbåndets belastning, og returrullerne understøtter transportbåndets tomme returkørsel.
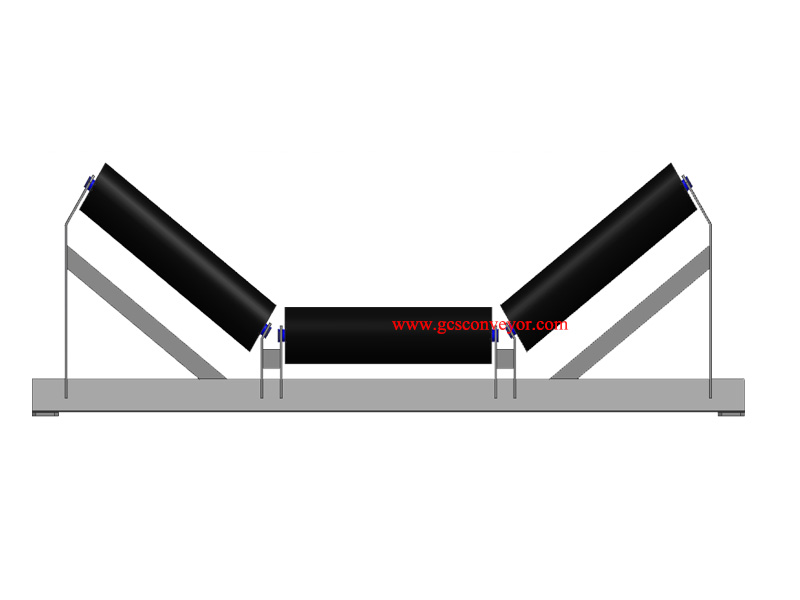
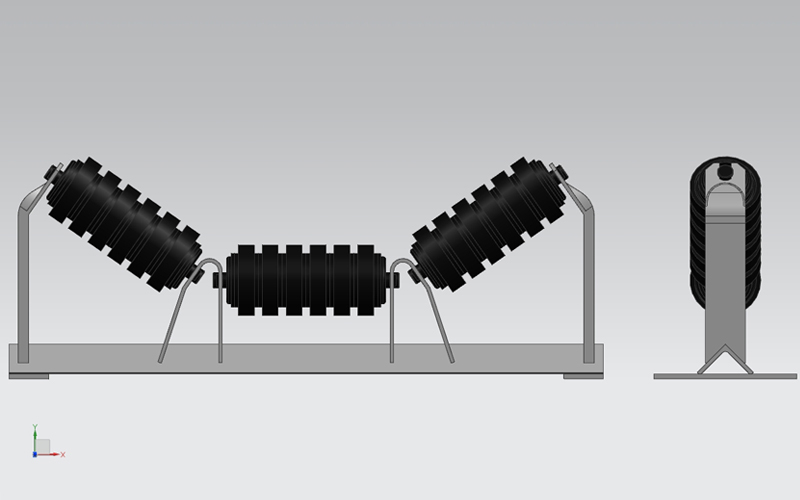
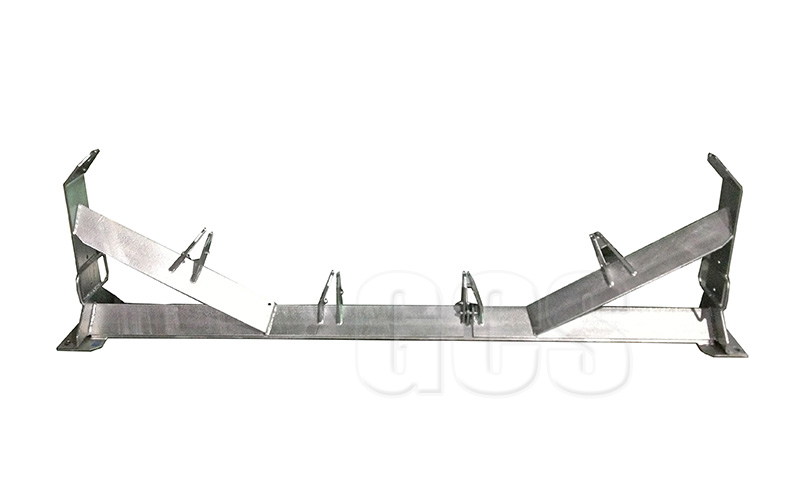
1.1 Bærevalsesæt.
Den lastbærende side af bærerullesættet er normalt et trugrullesæt, der bruges til at bære materialet og forhindre det i at spildes ud og tilsmudse eller beskadige båndet. Bærerullerne består typisk af 2, 3 eller 5 ruller arrangeret i en rillet konfiguration, som kan tilpasses med rillevinkler på 15°, 20°, 25°, 30°, 35°, 40°, 45° og 50°. 15-graders slidsvinklen er kun tilgængelig for to rulleslidser. Hvis andre specialfunktioner er nødvendige, kan slagtrugrullesæt, vertikale ruller med selvjusterende rullesæt og ophængte guirlanderullesæt også anvendes.

1.2 Returvalsesæt.
Returrullesættet er, som navnet antyder, det rullesæt, der anvendes på båndets returside, som ikke rører materialet, men støtter båndet tilbage til transportbåndets startpunkt. Disse ruller er normalt ophængt under den nederste flange på den langsgående bjælke, der understøtter bærerullerne. Det foretrækkes at installere returruller, så båndets returløb kan ses under transportbåndets ramme. Almindelige returrullesæt er flade returrullesæt, V-formede returrullesæt, selvrensende returrullesæt og selvjusterende returrullesæt.
2. Afstand mellem ruller.
Faktorer, der skal overvejes ved valg af afstand mellem ruller, er båndvægt, materialevægt, rullebelastningsklassificering, båndets nedhængning, rullelevetid, båndklassificering, båndspænding og lodret kurveradius. Ved generelt transportbåndsdesign og -valg er båndets nedhængning begrænset til 2 % af rullestigningen ved minimumspænding. Nedhængningsgrænsen under transportbåndets start og stop tages også i betragtning i det samlede valg. Hvis der tillades for meget rillet båndnedhængning mellem de trugformede ruller, kan materiale spildes ud over båndets kant. Valg af den rigtige rullestigning kan derfor bidrage til at forbedre transportbåndets effektivitet og forhindre nedbrud.
2.1 Afstand mellem returruller:
Der findes standarder for den anbefalede normale afstand mellem returruller til generelt arbejde med båndtransportører. For tungere bånd med en bredde på 1.200 mm eller mere anbefales det, at afstanden mellem returrullerne bestemmes ved hjælp af rullens belastningsklassificering og båndets nedhængningsevne.
2.1 Valsernes afstand ved læssepunktet.
Ved læssepunktet skal afstanden mellem rullerne holde båndet stabilt og holde båndet i kontakt med gummikanten på læssekanten langs hele dets længde. Omhyggelig opmærksomhed på afstanden mellem rullerne ved læssepunktet vil minimere lækage af materiale under kant og også minimere slid på bånddækslet. Bemærk, at hvis der anvendes slagruller i læsseområdet, må slagrullens kapacitet ikke være højere end standardrullens kapacitet. God praksis kræver, at afstanden mellem rullerne under læsseområdet skal tillade størstedelen af lasten at gribe ind i båndet mellem rullerne.
2.3 Afstand mellem trugruller ved siden af baghjulet.
Når båndkanten strækkes fra den sidste trugvalse, der er sat, til halehjulet, øges spændingen på den ydre kant. Hvis belastningen på båndkanten overstiger slagtekroppens elasticitetsgrænse, strækkes båndkanten permanent, hvilket fører til vanskeligheder med båndets træning. Hvis de gennemgående ruller derimod er for langt fra halehjulet, kan der forekomme lastspild. Afstanden er vigtig i ændringen (overgangen) fra trug til flad form. Afhængigt af overgangsafstanden kan en, to eller flere overgangstyper af trugvalser bruges til at understøtte båndet mellem den sidste standardtrugvalse og halehjulet. Disse løbehjul kan placeres i en fast vinkel eller en justerbar centraliseret vinkel.
3. Valg af ruller.
Kunden kan bestemme, hvilken type ruller de skal vælge, ud fra brugsscenariet. Der findes forskellige standarder i rulleindustrien, og det er nemt at bedømme rullernes kvalitet i henhold til disse standarder. GCS-rulletransportører kan fremstille ruller i henhold til forskellige nationale standarder, så kontakt os venligst, hvis du har brug for det.
3.1 Klassificeringer og rullelevetid.
En rulles levetid bestemmes af en kombination af faktorer som tætninger, lejer, skaltykkelse, båndhastighed, blokstørrelse/materialetæthed, vedligeholdelse, miljø, temperatur og et passende CEMA-sortiment af ruller til at håndtere den maksimale beregnede rullebelastning. Selvom lejers levetid ofte bruges som en indikator for løbehjulenes levetid, skal det erkendes, at indflydelsen fra andre variabler (f.eks. tætningseffektivitet) kan være vigtigere end lejer til bestemmelsen af løbehjulenes levetid. Da lejeklassificeringen er den eneste variabel, som laboratorietests giver en standardværdi for, bruger CEMA imidlertid lejer til at måle rullernes levetid.
3.2 Materialetype til rullerne.
Afhængigt af anvendelsesscenariet anvendes forskellige materialer, såsom PU, HDPE, Q235 kulstofstål og rustfrit stål. For at opnå en vis højtemperaturbestandighed, korrosionsbestandighed og flammehæmmende effekt bruger vi ofte specifikke materialer til rullerne.
3.3 Belastning af ruller.
For at vælge den rigtige CEMA-klasse (serie) af ruller er det nødvendigt at beregne rullebelastningen. Rullebelastningerne beregnes for spids- eller maksimumsforhold. Ud over strukturel forskydning skal båndtransportørens designer grundigt undersøge alle forhold, der er relevante for beregningen af rullernes forskydningsbelastning (IML). Afvigelser i rullernes højde mellem standard faste ruller og sfæriske ruller (eller andre specielle typer ruller) bør håndteres ved valg af rulleserie eller ved at kontrollere transportørens design og installation.
3.4 Båndhastighed.
Båndhastigheden påvirker lejernes forventede levetid. Den passende båndtransportørhastighed afhænger dog også af materialets egenskaber, der skal transporteres, den nødvendige kapacitet og den anvendte båndspænding. Lejernes levetid (L10) afhænger af antallet af omdrejninger på lejehuset. Jo hurtigere båndhastigheden er, desto flere omdrejninger pr. minut og dermed kortere levetid for et givet antal omdrejninger. Alle CEMA L10 levetidsklassificeringer er baseret på 500 o/min.
3,5 Rullediameter.
For en given båndhastighed vil brug af en rulle med større diameter øge lejekapaciteten. Derudover har ruller med større diameter på grund af den lavere hastighed mindre kontakt med båndet og derfor mindre slid på huset og længere levetid.

GCS forbeholder sig retten til at ændre dimensioner og kritiske data når som helst uden varsel. Kunder skal sikre sig, at de modtager certificerede tegninger fra GCS, inden de færdiggør designdetaljerne.
Opslagstidspunkt: 1. september 2022